在线粘度计在精密铸造浆料粘度控制中的实际应用
点击次数:3757 发布时间:2018-03-05
在线粘度计在精密铸造浆料粘度控制中的实际应用
摘要:精密铸造新工艺中浆料的粘度控制十分重要,不同的铸造工艺和要求,需要采用不同的浆料配方,同时要求有不同的浆料粘度。目前浆料的粘度测量和控制方法十分简单,很多只采用人工,这样对产品的最终品质很难控制。本文介绍一种全新、全自动化的测量和控制仪器——在线粘度计,以实测案例和数据说明实际应用的结果。
1、精密铸造过程中的浆料调配:
精密铸造包括:熔模铸造、陶瓷型铸造、金属型铸造、压力铸造、消失模铸造等。精密铸造的产品精密、复杂、接近于零件最后形状,可不加工或很少加工就直接使用,故熔模铸造是一种接近成形的先进工艺。熔模技术发展使熔模铸造不仅能生产小型铸件,而且能生产较大的铸件,最大的熔模铸件的轮廓尺寸已近2m,而最小壁厚却不到2mm;同时熔模铸件也更趋精密,除线形公差外,零件也能达到较高的几何公差,熔模铸件的表面粗糙度也越来越小,可达到Ra0.4μm。陶瓷型铸造是用陶瓷浆料制成铸型生产铸件的铸造方法。最早的陶瓷浆料由硅酸乙酯水解液和质地较纯、热稳定性较高的细耐火砂如电熔石英、锆英石、刚玉等混合而成。为使陶瓷浆料在短时间内结胶,常加入氢氧化钙或氧化镁作为催化剂。由于使用的耐火材料成分及其外观都与陶瓷相似,故称为陶瓷型。陶瓷型铸造是在普通砂型铸造基础上发展起来的一种新工艺。铸造生产的铸件精度、表面光洁度、材质的密度和金相组织、机械性能等方面性能要求更高时,经常使用熔模(失蜡)铸造、压铸、低压铸造等等。随着环保要求的提高,发展出水基的硅溶胶,将一定重量配比的水玻璃、硅溶胶溶液、耐火粉和渗透剂放在一起,搅拌均匀,然后再加入消泡剂消泡,最后放置几小时以上,即可得到水玻璃和硅溶胶混合粘结剂。采用该方法制备的粘结剂,面层涂料粉液比高,型壳后表面较为光滑,使得铸件表面光洁度提高,且型壳强度均匀。
将熔融的金属浇注到一次性的陶瓷铸型或壳模中,以塑成复杂花纹和复杂几何形状的产品部件,如涡轮叶片、武器配件、管道配件、锁具部件、手动工具以及珠宝饰品等。典型的铸造流程如下图显示:
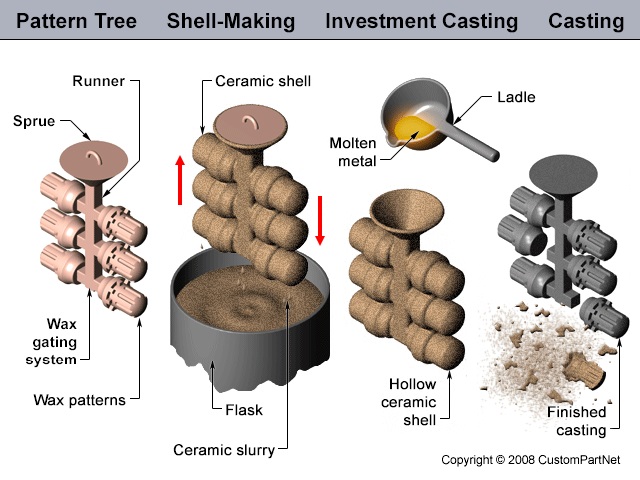
图1 典型的铸造流程
此流程一般使用涂覆了浆料的蜡模或者消失模而形成的熔模铸型,或者就是如上所提的陶瓷壳模。该铸型由喷涂、浸渍或者浇注浆料至模型上并经过多重步骤处理而制成。第一步就是涂覆呈一个光滑表面的细腻浆料底漆,以使复杂花纹印到完工成品件上。紧接着逐步增加粗糙灰泥形成适当的壁体厚度,然后待硬化后起模并去除蜡模/消失模,再经焙烧即可成为铸型。一旦熔模从完工成品中剥离出来,这项技术就缩减了额外机械加工的必要。
浆料混合物应具有低粘性和原料粉末的良好分散性、良好的流动性和良好的个性态特征。并通过溶液粘度的减少可提供具有高密度和优异干燥特性的生料数据,加强涂料性能及其胶体化学、流变学的基础研究及控制对最终产品的质量有直接关系。
2 、浆料粘度测量和控制问题描述:
此浆料的配置和使用流程非常耗费时间和人力。对于小体积的应用,模型成本可能很高,并且由于强度低而容易损坏或者变形。为了确保产品品质始终一致,当做精密熔模的关键封装时要求一致的浆料粘度和固体浓度。如果未施加预定配额的浆料,当烧制或者浇注熔融金属时由于不恰当的粘度控制而产生废料和低的产品产量,从而可能无法承受而导致失败。也许直到熔融金属浇注进熔模,或者该流程完成了大约85%以后,才可能让人意识到浆料涂层的薄弱。同时浆料的粘度是随着使用时间的变化而变化的,一般都是会逐渐增大,浆料粘度控制的理想性,直接关系到铸型的质量好坏和一致性。而后续熔融金属浇注进熔模成型成功与否的主要原因很大可能已经不是设备的问题,而是现场涂料的粘度变化造成的,如附件中的粘度-时间变化图。图2是其中一种浆料粘度随时间变化的曲线。
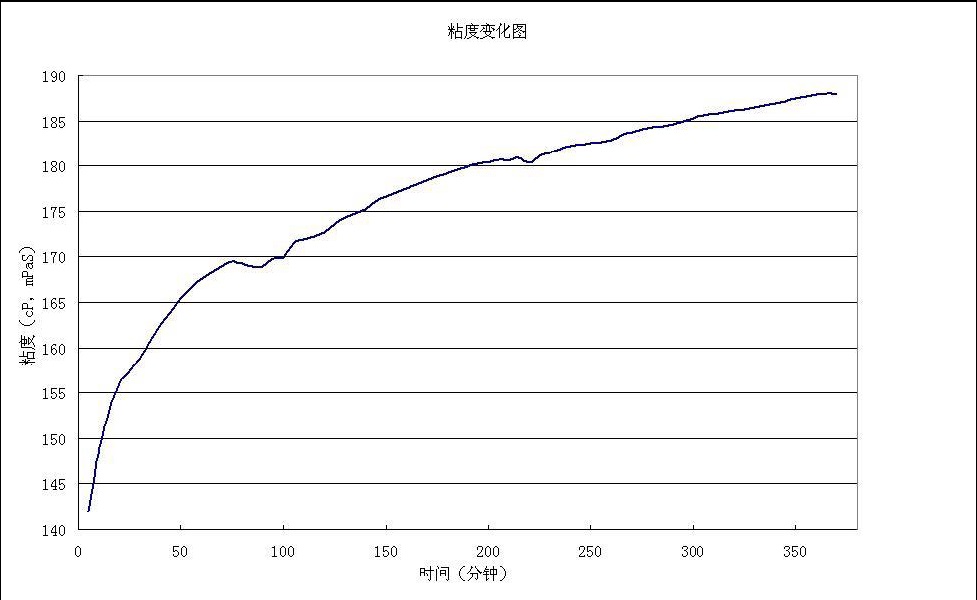
图2 浆料粘度时间变化曲线
另外对于浸渍过程,浆料槽通过上方槽壁进入到槽中的犁或固定叶片和被混合的产品一同转动。机械手臂可以使得产品部件深入至涂层浆料的中心,随着浆料的使用,粘度也会发生变化。
目前,行业内很少对浆料进行仪器测量和自动控制,有些使用不太准确的测量方法,常见的是使用流出杯,见下图3。

图3 流出杯法测量浆料粘度
3、 SRV 浆料在线粘度测量和控制解决方案:
不少客户现场使用流出杯进行配料测试,有些甚至全凭经验,而不进行喷涂过程的在线实时监控和调整,因此随着溶剂的不断挥发,物料的粘度越来越高,涂层的厚度也会发生很大波动,他们可能会认为设备没有调整到最佳状态,从而不得不反复调试。
利用在线粘度计就可以完美解决以上问题,附图中的曲线就是客户在使用在线粘度计进行实时测量的结果,如果用粘度杯测试,结果也就相差1-2秒,人工误差也会很大。
而SRV探头式粘度传感器已经被成功用来直接安装在浆料槽内,精确测量浆料的粘度。与此同时,VM粘度显示控制器提供了输出信号,以便开始泵送。或者用一个可编程的而且可定时定量给料的控制器去激活电磁阀,以便确保适当的粘度控制。VM粘度显示控制器也提供了粘度趋势和高/低粘度报警。在线粘度计可内置的上下限报警设置在配合电磁阀就可以实现无人自动检测和调整浆料的粘度了。
精密锻造的应用类型:
- 航空配件
- 发电设备 – 涡轮机
- 自动化设备 – 摇杆臂、轴、阀类产品
- 制造厂家 – 设备、转动槽厂家、陶瓷胚泥供应商
- 轻武器 – 枪炮部件
- 医疗器械 – 重构产品(膝盖、臀部以及牙移植物等)
优越性:
- 通过限制废料,使用自动化技术来开始/停止开关泵,或者开启电磁阀定时定量给料控制粘度,从而提高了产品产量。
- 排除了使用流出杯测量时物料从料槽到杯子的时间变化,消除测试中粘度的变化。
- 通过自动调节粘度至设定点,最大优化浆料对模型的附着力。
- 针对不合格浆料粘度的预警系统。
- 粘度和温度的连续4-20mA信号、RS232或RS485输出信号。
- 显示控制器提供了粘度数据走势及高\低报警。
- 如需进一步保存数据,无控制器时也可与客户端DCS进行连接。
4、使用案例:
4.1、SRV在线粘度计和流出杯法数据比较
我们在客户现场采用安装SRV在线粘度计和人工采用流出杯法同时进行测量,得到数据的相关性非常好,在线粘度计数据可以用于实际测量。结果如下图:
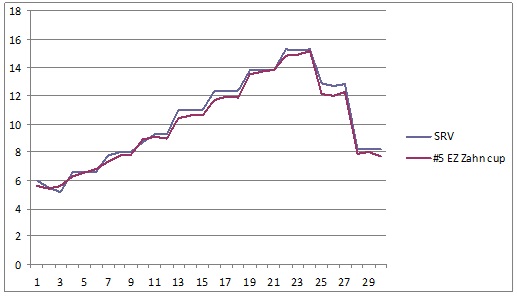
图4 SRV在线粘度计和流出杯法的数据曲线图
4.2、在线粘度计实际应用结果:
我们在桨桶上安装SRV在线粘度计后进行了长时间的测量和记录,安装和测试结果见下图

图5 在线粘度计安装图

图6 在线粘度计连续记录曲线
5、结论:
从以上案例可以看出,SRV系统可以准确的对浆料的粘度进行测量,也可以对以下几个方面进行测量:
5.1、浆料粘度随时间的变化
5.2、浆料加水后粘度的变化
5.3、铸件侵入后浆料的粘度变化
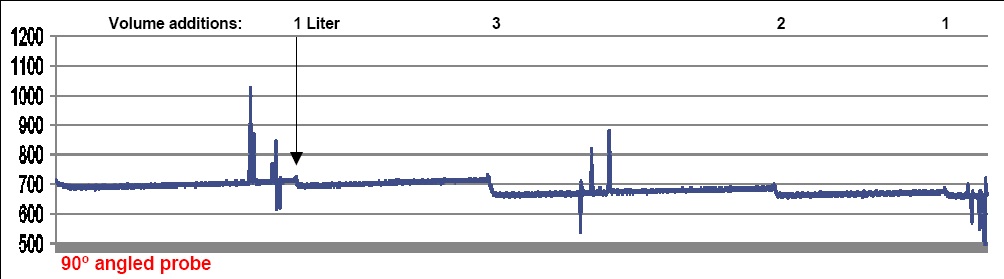
图7 浆料加水连续粘度变化曲线图
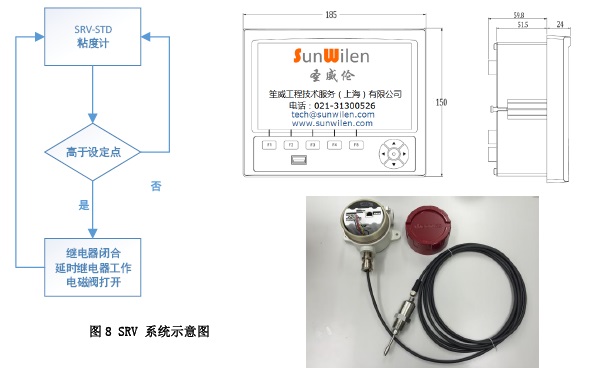
如果配合相应的控制器以及相应的电磁阀等,就可以对桨桶内的浆料粘度实现自动控制和调整,对最终产品的品质提供可靠的测量和控制保障,系统配置示意图8由粘度计、显示控制器、延时继电器、电磁阀组成,再加上线路管件、仪表电气防爆箱等辅助备件(根据现场情况选配、选址、安装,我方提供设计及安装建议)。
参考文献:
- GB/T 10247-2008 粘度测量方法
- GB/T 1723-93 涂料粘度测量法